







Why the petrochemical industry needs a water treatment equipment?
Wide selection of petrochemical materials, mainly oil, gas, rock and other fossil fuel. In the material treatment stage, the main goal is to ensure the purity of the raw materials, stability and usability, through pre-treatment facilities, such as pasteurization, water loss, crack and so on, Improve the material's active reaction. Petrochemical production process and characteristics related to many aspects, including selection and material treatment, reaction and control, separation and pure technology, catalysts application, conversion energy and use, Safe and environmental production, innovation and optimization technology and integrated production process. By continually optimization and finishing these aspects, you can improve the effectiveness and quality of petrochemical production, develop sustainably.
Solution for petrochemical industry

1. Evaporation device: such as MVR evaporation device, forced circulation device, low-temperature evaporation device, and multi effect evaporation device
And in production
Evaporation equipment is widely used in the petrochemical industry, mainly in the following areas:
Wastewater treatment and zero discharge (ZLD)
High salt wastewater treatment: Wastewater from petrochemical production processes usually contains high concentrations of pollutants, such as inorganic salts, organic salts, and heavy metals. Evaporators (such as multi effect evaporators, MVR, steam compression breathing, etc.) can separate water from wastewater through evaporation, concentrate wastewater in a near saturated state, and then treat wastewater through crystallization, drying, and other methods to reduce or even not discharge wastewater and reduce its impact on the environment.
Emulsifier, oil and water mixture: For wastewater containing emulsifier oil, oil mixture, oil and wastewater, most of the oil phases are first classified through treatment methods such as demulsification and floating gas. The remaining oil in the wastewater is then classified through evaporation and water adding equipment to recover the oil and reduce the amount of oil in the wastewater, achieving environmental standards.
process optimization
Recycling solvents: In the petrochemical production process, solvents are usually used for extraction, washing, dehydration, and other operations. Evaporation equipment can effectively recover and reuse these solvents, such as toluene, xylene, ethanol, isopropanol, etc., reducing production costs, solvent waste, and organic emissions.
Refined and concentrated products: For certain intermediates or final products, such as alcohol, acetone, acid, and evaporators, they can be used for purification or further concentration to improve product quality and meet downstream process or customer requirements for product purity and concentration.
Resource recovery and by-product handling
Salt crystallization and recovery: In certain chemical or wastewater treatment processes, the evaporation device can cool the crystals that separate salt values, allowing saline wastewater to concentrate on saturated wastewater, such as sodium sulfate, sodium chloride, calcium chloride, and resource recovery.
Concentration and recovery of heavy metal salts: Wastewater contains heavy metal ions, which can be concentrated by equipment steam, making it easier to recover heavy metal resources through sedimentation of chemicals, store electricity, reduce environmental pollution risks, and increase economic benefits in the future.
Save energy and reduce emissions
Waste heat: Waste heat, cold water vapor, or condensate generated during the production of petroleum and chemicals can serve as a heat source for evaporation devices, effectively utilizing energy and reducing total energy consumption.
Reducing solid waste: Treating wastewater through evaporation equipment can greatly reduce the generation of solid waste (such as residue evaporation), lower the cost of solid waste treatment, and lower environmental pressure.
Special chemical production
Special salt crystal steam: In the production of some special chemicals, such as high-purity water salts, special crystalline salts, and evaporation equipment, it is one of the important equipment. By precisely controlling the evaporation and crystallization conditions, products that meet the requirements of special purity and crystallization are produced.
Environmental restoration and historical management
Waste treatment: For high salt, high organic matter, heavy metal waste, and residual petrochemical facilities in steam equipment, the shutdown or regeneration can be used as one of the management technologies to support petrochemical environmental remediation through centralized steam treatment of wastewater, safe waste treatment, or resource recovery.
Technical Principles
MVR evaporator: The evaporator reuses the energy generated by its own secondary steam to reduce the demand for external energy. The operation process of MVR is to compress steam in the refrigeration compressor, increase temperature, pressure, and temperature, and then enter the heating and condensing system to utilize the potential temperature of steam. Except for the drive start, no steam is discharged from the second steam of the evaporator during the entire evaporation process. It is compressed by the compressor, causing an increase in pressure and temperature. The steam is then sent to the heating chamber to maintain liquid boiling.
Forced evaporation device circulation: The circulation of solution in the device mainly relies on the forced flow generated by external forces. The cycle speed is usually between 1.5 and 3.5 meters per second. Thermal energy and production capacity. The raw material liquid is pumped upwards from the bottom by a circulating pump, which flows upwards in the pipeline of the heating chamber. The mixture of steam and liquid foam enters the evaporation chamber and is separated. The steam is discharged from the top, the blocked liquid drops, is sucked into the conical bottom by the circulating pump, and then enters the heating pipe for further circulation. It has heat transfer coefficient, salt resistance, soil resistance, strong adaptability, and is easy to clean. Suitable for industries such as scale, crystal, temperature sensitive (low temperature), high concentration, and high viscosity, including chemically insoluble solids, food, pharmaceuticals, environmental protection technology, and evaporation recovery.
Cold evaporator: The temperature of the cold evaporator refers to the normal operation of woodworking evaporation at 35 to 50 ℃. After arriving at Ye Wei, solidification is carried out in each bucket of water, and the pump works to generate a vacuum. She is operated by the automatic water and evaporator - YaSuji, which generates heat to evaporate and heat the wastewater. The wastewater is in a zero vacuum state, and the temperature of the wastewater rises to around 30 ℃. The wastewater begins to evaporate before completion. After evaporation, YaSuJi sets the temperature to 35-40 ℃ and compresses the local area network with cold water to generate temperature. While the water rapidly evaporates, it cools the local area network through an expansion valve and wants to operate the heat absorption system after evaporation, rising to cold steam. The odor decomposition solution is soluble in spring water, sturdy and durable, and can be compressed and absorbed by YaSuJi ZhiRe to absorb heat and cold. Simply reheat the wastewater. If the bubble is detected by the sensor during the evaporation process, the defoamer will automatically add defoamer. After one cycle is completed, the concentrate will be discharged (the cycle time can be set). After the evaporation cycle is completed, the compression pump stops working, focuses on the open pneumatic valve tube, pressurizes and evaporates, and focuses the hydraulic pressure on the barrel.
What kind of results can we achieve
Our company's evaporator can reach a concentration of 5-100 times under different water quality conditions, making it more energy-efficient, easy to adapt, highly automated, environmentally safe and stable. It has been widely used in industries such as chemical, pharmaceutical, food, and environmental fields.
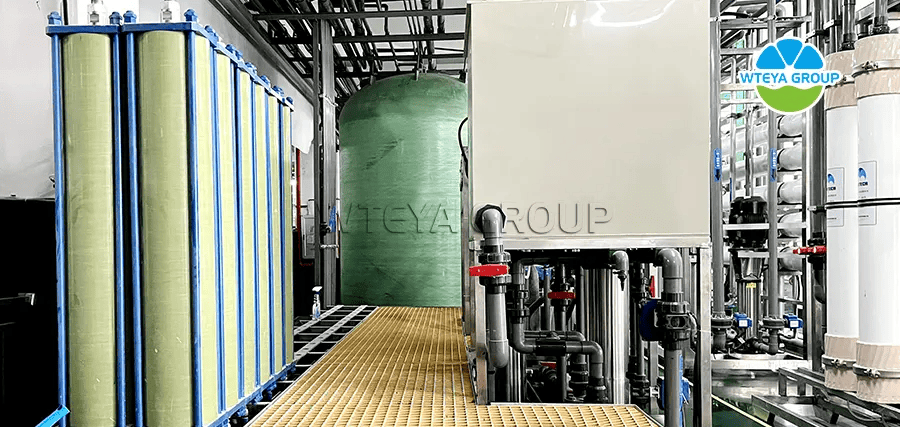
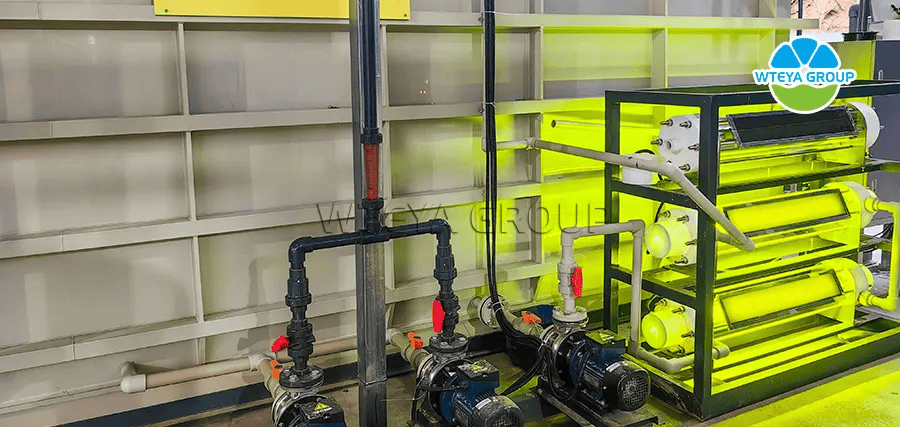
2. Diaphragm separation equipment: DTRO, STRO, NF, etc
And in production
Membrane separation technology is widely used in the petrochemical industry, mainly in the following areas:
(a) Processing of crude oil and refined oil
Desalination of seawater: In the process of oil extraction and transportation, oil usually contains a certain amount of salt and water. Membrane separation technology (such as reverse osmosis and filtration) can effectively remove salt and water from crude oil, protect refining equipment from corrosion, improve filtration efficiency and product quality.
Refined oil: Through thin film sorting technology, petroleum products (such as oil, diesel, lubricating oil, etc.) can be cleaned to remove impurities such as sulfur, nitrogen, aromatic hydrocarbons, olefins, etc., improve petroleum combustion efficiency, reduce emissions, and meet increasingly strict environmental regulations.
(b) Air separation and filtration
Recovery and purification of hydrogen: During the process of decomposing hydrogen, recycling and other refining plants will produce a large amount of hydrogen rich emissions. Diaphragm separation technology can effectively separate regenerated helium and helium gas, and eliminate one of the gas impurities (such as CO, CO ₂, CH ₄, etc.), which can be used for hydrogen applications in the next cycle or fuel cells that provide high-purity hydrogen.
Natural gas dehydration and disinfection: In the natural gas treatment process, membrane separation technology is used to remove water (such as polymer membrane dehydration) and sulfides (such as using membrane separation sulfides for disinfection) from natural gas, ensuring the quality and safety of natural gas.
(c) Catalyst recovery and recovery
Catalyst treatment: During the catalytic separation process, the catalyst will combine with the reaction to form the mother liquor. Membrane separation technology can separate catalysts from product liquids, recover and reuse catalysts, reduce catalyst costs, and reduce waste generation.
(d)Recovery and reuse of organic solvents
Dehydration and purification solvents: In petrochemical production processes, many processes use organic solvents (such as toluene, xylene, ethanol, etc.). Membrane separation technology can effectively recover and reuse these solvents, reduce production costs, reduce solvent consumption, and reduce organic emissions.
(e) Wastewater treatment and resource recovery
High salt wastewater treatment: Petrochemical wastewater usually contains a large amount of pollutants, such as inorganic salts, organic salts, and heavy metals. Membrane separation technology (such as reverse osmosis, filters, electric membranes, etc.) can maximize the salt and toxic substances in wastewater, enabling deep treatment of wastewater and reducing the amount of wastewater, resources, and standard waste. Useful component recovery: Membrane separation technology can be used to recover valuable components from wastewater, such as amino acids, organic acids, alcohols, acetone, etc., separate them and return them to the production process, reuse resources, and reduce production costs.
Technical Principles
This process uses special membranes to separate components from liquid or gas mixtures. The basic principle of this technology is based on the differences in the speed and ability of different components passing through the membrane, which can be determined by the characteristics of the components, the characteristics of the membrane, the concentration differences on both sides of the membrane, pressure gradients, potential gradients or steam, or various factors. Membrane separation methods include microfiltration, ultrafiltration, filtration, reverse osmosis, and electrofiltration, each of which is suitable for different separation needs. For example, microfiltration and ultrafiltration filter molecules or solutions of different sizes based on the pore size of the membrane; Reverse osmosis refers to the pressure higher than the osmotic pressure of the solution, causing the solvent to pass through the membrane and block the solution; Electrodialysis is the selective utilization of ions in a solution using ion exchange membranes under the action of an electric field.
What kind of results can we achieve
Thin films separate the application of technology in the Huagong petroleum industry from the treatment of crude oil and exhaust gas, from cleaning, from catalyst recovery and circulation, from Rongji organic recovery for your use, from wastewater treatment circulation and resource recovery, from environmental monitoring and multiple waiting management cycles. It is of great significance to improve resource display, reduce production costs, minimize green environmental pollution, and achieve sustainable development.
3. ECC oxidation equipment:
And in production
ECC chemical catalysts are mainly used to remove organic compounds from high salt liquids in the petrochemical industry. It can also kill microorganisms in water, ensure pure liquid water, and ensure the normal operation of equipment.
Technical Principles
ECC catalytic oxidation technology is a new technology developed by the company, which uses catalysts to promote the oxidation reaction between organic pollutants and oxides (such as oxygen, ozone, hydrogen peroxide, etc.) under specific conditions. The final product is harmless or low toxic, achieving pollutant removal effect. The oxidation catalytic equipment varies according to different applications and objects, using different oxidants, catalysts, and reaction conditions to meet practical needs.
What kind of results can we achieve
The efficiency of company type organic removal products (CODcr) exceeds 80%, and some can exceed 95%. It can also significantly reduce the heating temperature of the reactor, the probability of steam device bubbles, and system membrane fouling.